您好,欢迎来到苏州中扬高分子材料有限公司!

管道定向钻穿越用环氧玻璃钢施工说明书
发布时间:2024-02-29 1728人看过
环氧玻璃钢采用现场或工厂预制方式,先完成单管涂敷,管道焊接后再进行补口的作业程序,从而完成穿越管道环氧玻璃钢外护层的整体包覆。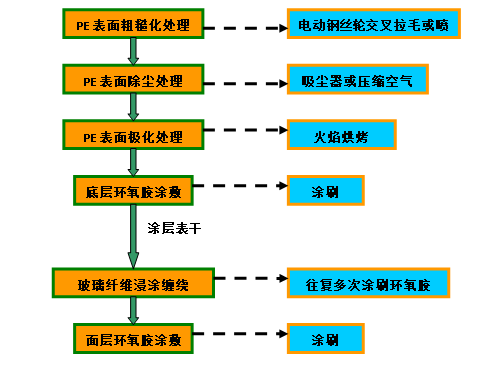
环氧玻璃钢施工工艺为三布五油,厚度最低要求分别为1500um。
三布五油即为环氧树脂(表干)+环氧树脂+玻璃布+环氧树脂+玻璃布+环氧树脂+玻璃布+环氧树脂。
1.1 PE表面处理
环氧玻璃钢施工工艺的关键点在于如何提高玻璃钢涂层与PE之间的粘接强度及抗剪切强度,防止涂层在穿越过程中脱落。因此,施工PE表面应该清洁干净,无污物、无污染,并进行拉毛和火焰极化处理。
1.2 施工条件
环氧玻璃钢施工环境温度不低于10℃(温度过低时需采取措施),相对湿度不大于80%。
1.3环氧玻璃钢采用现场单管涂敷,管道焊接后再进行补口处的涂覆施工,从而完成穿越管道环氧玻璃钢外护层的整体包覆。
A、管体表面处理及搭接宽度
涂装前应对工厂里预制的玻璃钢防腐层表面进行预处理,保证其完好、清洁,采用火焰烘燎防腐层表面除湿,表面温度还应满足拉毛处理要求(但不应超过80℃),用钢刷对防腐层进行交叉拉毛,深度控制在0.4~0.5mm为宜。补口的玻璃钢防腐层和管体的玻璃钢防腐层搭接不要少于8cm,搭接部分的厚度不要少于1.2mm。补口部分的玻璃钢防腐层厚度不要小于1.5mm.
B、涂覆改性无溶剂环氧树脂涂料+手工缠绕玻璃纤维布
将改性无溶剂环氧树脂涂料的A、B双组份按比例混合、搅拌均匀,至均一颜色。然后用滚刷在管体进行均匀滚刷,待环氧树脂胶达到表干后,进行玻璃纤维布的缠绕,使环氧树脂漆浸透玻璃纤维布。手工缠绕玻璃纤维布的具体做法如下:底层环氧树脂胶表干后,开始螺旋缠绕安装玻璃纤维布。安装时,将玻璃纤维布一端撑平绷紧,先将一端搭接在涂刷区,螺旋缠绕,环向滚刷,保证玻璃纤维布完全被环氧树脂胶润湿,没有露白空鼓现象,底部无流挂;根据环氧玻璃钢三布五油的设计工艺,重复缠绕三道玻璃纤维布。
C、面层改性无溶剂环氧树脂涂料涂敷
玻璃纤维布缠绕完成后,在其表面涂敷一层环氧涂料,以提高环氧玻璃钢的耐磨、耐划伤性能。
D、环氧玻璃钢整体施工完毕
待环氧玻璃钢的三布五油的工艺全部涂覆完成后,改性无溶剂环氧树脂涂料需要一定的时间固化,在固化过程中,应着重对管体底部进行处理,保证固化后底部无流挂,整体平整、无空鼓、无泛白。
1.4 施工注意事项
①现场温度较低时,玻璃钢在配制前可将A组分进行加热,但加热温度不应超过30℃(储存温度上限),A、B组分混合后应用电动工具搅拌至均一颜色,玻璃钢配制应在每一步涂敷前现用现配;
②玻璃钢在涂敷时由于重力原因容易在六点位置产生流挂,在涂敷时予以关注,及时对该位置进行滚刷处理,避免在该位置出现挂滴影响涂敷效果;
③玻璃纤维布缠绕时应撑平绷紧,严格按照技术文件要求控制压边和搭接宽度,应保证两层玻璃布的搭接位置相互错开,避免局部过厚;
④玻璃钢在涂装和固化过程中应严格遵循工程技术文件和产品说明书的要求,现场环境温度较低时,施工方应采取必要的措施,确保玻璃钢的涂装和固化环节所处温度均在10℃以上,以保证涂层性能。
⑤对玻璃钢进行初步养护,约半小时后即可移至养护区, 3 天后即可堆放或搬运至管道线路进行焊接安装。现场补口施工环氧玻璃钢保护层施工完成后,约半个小时可以适当加热,加速固化成型,便于后续穿越施工。
效果图

江苏省苏州市吴江区汾湖经济开发区
免费服务热线:18556788874 电子邮箱:2622652832@qq.com







